
全国咨询热线
全国咨询热线

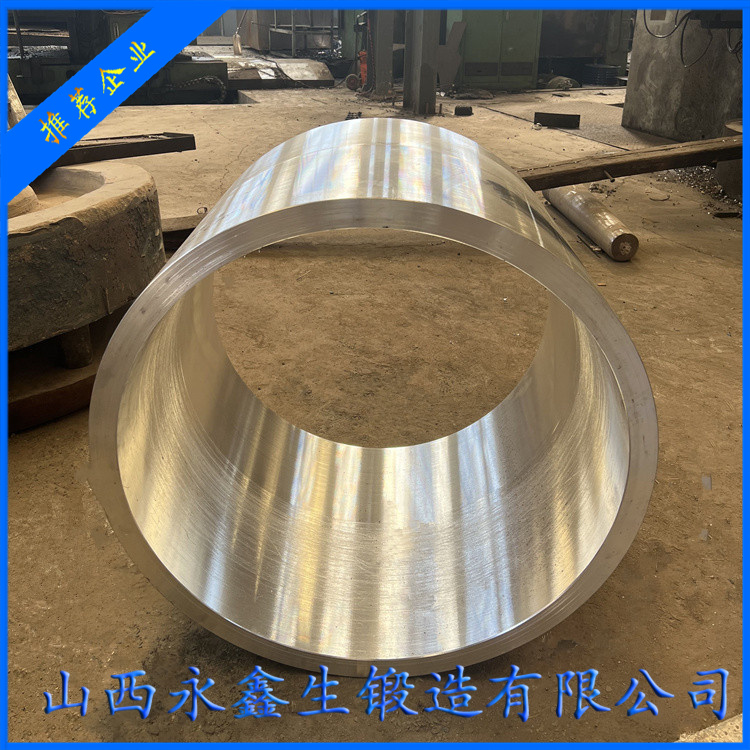
筒体锻件的加工精度直接影响设备的密封性、承压能力和使用寿命,其控制需贯穿整个生产流程。以下是关键环节的精度控制要点及方法:
1. 尺寸精度控制
1.1 直径与圆度
控制标准:
直径公差:通常为±0.1% D(D为公称直径),核电级要求±0.05% D。
圆度误差:≤0.5mm(常规容器)或≤0.2mm(高压/核电)。
控制措施:
锻造阶段:采用数控辗环机(径轴向轧制),实时激光测径反馈调整。
机加工阶段:使用重型卧式车床(如SKODA W250),配备在线测量系统。
1.2 壁厚均匀性
控制标准:
壁厚公差:±1.5mm(常规)或±0.5mm(高精度需求)。
控制措施:
超声波测厚仪(如Olympus 38DL)全圆周扫描,每30°取一个测量点。
偏心车削工艺:对锻造偏心的筒体,先找正最小壁厚处作为基准。
2. 形位公差控制
2.1 直线度
要求:≤1mm/m(总长≤5mm)。
检测方法:
光学准直仪或钢丝拉线法(配合百分表)。
大型筒体可采用激光跟踪仪(如Leica AT960)。
2.2 端面垂直度
要求:≤0.05mm/100mm(法兰密封面要求更高)。
加工工艺:
立式车床(如TOS VTL1600)一次装夹完成端面与内孔加工。
使用直角尺配合塞规检测。
3. 表面质量控制
3.1 粗糙度
要求:
常规表面:Ra≤6.3μm。
密封面:Ra≤1.6μm(需镜面车削或研磨)。
控制方法:
精车时采用CBN刀具,切削参数:
转速:80-120r/min(大型筒体)
进给量:0.1-0.2mm/r
切削深度:0.2-0.5mm(精加工)
3.2 表面缺陷
控制标准:
不允许存在深度>0.5mm的划痕或凹坑。
防护措施:
吊装使用尼龙带保护。
加工后涂防锈油+贴保护膜。
4. 关键配合部位精度
4.1 坡口加工
参数控制:
角度公差:±1°(如30°坡口需在29°-31°之间)。
钝边高度:1.5±0.2mm(自动化坡口机加工)。
4.2 法兰止口
精度要求:
止口直径公差:H7/h6配合。
螺栓孔位置度:≤Φ0.1mm(采用数控钻模加工)。
5. 检测技术应用
5.1 在线检测
机床集成测量:
Renishaw测头系统,实时补偿刀具磨损误差。
红外热像仪监控切削温度(避免热变形)。
5.2 离线检测
三维扫描:
手持式激光扫描仪(如GOM ATOS)生成三维偏差色谱图。
圆度仪检测:
Taylor Hobson Talyrond 385,评估谐波成分。
6. 典型精度问题与对策
问题现象原因分析解决方案
椭圆度超差 锻造残余应力释放不均 增加去应力退火+半精车后自然时效
轴向锥度 车床导轨与主轴不平行 使用尾座顶针+反向进刀补偿
螺纹配合松动 刀具磨损导致螺距误差 采用螺纹磨削替代车削
7. 特殊材料精度控制要点
不锈钢筒体锻件:
切削液选用高润滑性配方(避免刀瘤)。
加工后需酸洗钝化(消除应力集中点)。
钛合金筒体:
强制风冷防止过热变形。
进给量降低30%(相比碳钢)。
8. 数字化控制趋势
自适应加工系统:
基于力反馈的智能切削(如西门子840D sl CNC系统)。
数字孪生验证:
通过ANSYS模拟加工变形,预补偿工艺参数。

通过上述控制措施,可确保筒体锻件达到以下典型精度水平:
核电筒体:圆度≤0.3mm,直线度≤2mm/10m
加氢反应器筒体:内径公差±0.8mm,法兰平面度≤0.05mm
实际生产中需根据材料特性、设备能力及工况要求动态调整精度控制策略。
杨先生

微信二维码
微信号:13283506666
